Acid gas treating, also known as gas sweetening and sour gas treating, refers to a group of processes that use various aqueous solvents such as Amines, Hot Potassium Carbonate, Sodium Hydroxide etc, to remove hydrogen sulfide (high toxicity) and carbon dioxide (lack of heating value) from gases. It is a very common unit process used in Gas Processing plant, Refineries, petrochemical plants, Coal Fired Power Plant and other industries.
Principle Separation Technologies are listed below:
- Solvent Separation
- Adsorption
- Membrane Separation
- Cryogenic Distillation
Solvent Separation: Figure below shows a general schematic of the CO2 removal using a sorbent.
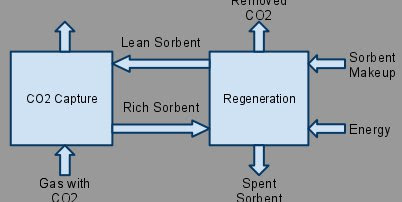
Solvent separation process uses liquid absorbent or solid sorbent. It consists two steps - the absorption step and the regeneration step. In the contactor vessel, the CO2 - containing gas is brought into contact with regenerated solvent which captures the CO2. The rich solvent, loaded with CO2, is then transported to a re-generator vessel, where CO2 is released after being heated. The re-generator sorbent is recycle back to the contactor to capture more CO2. A sorbent makeup stream is always required due to losses of water or degeneration of sorbent. Some of the processes, sorbent is not circulated between the contactor and re-generator because sorption and regeneration is achieved by the cyclic changes in the pressure or temperature in the vessel where the sorbent is contained.
The separation process is based on the reversible reaction between the CO2 and the sorbent. In the absorption, heat is released (exothermic) while in the regeneration the same amount of heat is added (endothermic) to revers the reaction. Since the heat release occurs at lower temperature, this heat can be utilized. The consequence of this is that heat added to the re-generator at higher temperature is lost and causes a energy penalty. Lower the regeneration temperature, lower the energy penalty.
Some of the solvent separation processes are listed below:
- Amine Process
- Methanol Based Process
- Hot Potassium Carbonate Solution (BenfieldTM process)
Adsorption: Adsorption is a process by which gaseous components are adsorbed on solids because of their molecular interactions to the solid surface. The quantity of desired gas (e.g. H2S) adsorbed is directly proportional to the solid surface and due to this adsorbents are usually granular porous solids with large surface area. The following is a partial list of solid adsorbents used for acid gas removal:
- Natural sorbents (e.g. clays)
- Processed Sorbents (Silica, Zeolites, Molecular Sieves)
- Coal, Char, and Carbon
Following are the some of the solid adsorption processes:
- Pressure Swing Adsorption (PSA)
- Thermal Swing Adsorption (TSA)
- Solid Scavenger Bed
Membrane Separation: The principle of membrane separation is based on solution-diffusion through a nonporous membranes. In this process, first feed gas dissolves to the membrane and then diffuses through it. Since acid gases (e.g. CO2, H2S) and water vapor permeate faster than the other constituents (e.g. CO, N2, CH4, C2H6) they get selectively removed.
Note:This process is not based on the molecular wright since these membranes do not have any pores.
Figure below shows a general schematic of the CO2 removal using a membrane:

Comments
Post a Comment